
当社では、電動機モーターのメンテナンス専門会社として、全国の鉄道事業者様の鉄道車両の部品修繕、検査をはじめ、電動機などの劣化状態を把握するために絶縁診断を実施しています。
これまで積み重ねてきた経験や実績を生かした弊社の絶縁診断の取組についてご紹介致します。
電動機の主な故障傾向

電動機には、大きく4つの故障傾向があります。
①熱的劣化
定常運転、間欠運転、冷却不具合など、化学反応による材質変質、絶縁層構成変化によるもの
②電圧的劣化
運転電圧、サージ電圧など、部分放電による絶縁層侵食、トラッキング発生、トリーイング発生や繰り返しサージによる絶縁侵食(素線絶縁のレヤーショート)による劣化
③機械的劣化
ヒートサイクル、電磁振動、機械的振動など、コイル端部損傷(亀裂、剥離発生)、絶縁層摩耗による劣化
④環境的劣化
ダスト、汚損、吸湿、結露、化学物質(薬品、油等)、導電性物質(塩分等)などが原因となり、絶縁性能低下や絶縁層摩耗、絶縁層侵食、絶縁層膨潤、トラッキング発生による劣化
これらの傾向をそのまま放置してしまいますと、大規模な輸送障害に繋がる可能性があり、お客様の安定輸送にも影響します。
そのため、これらの傾向が見られたら、まずは電動機の状況を調査することをお勧めします。
富士電機製作所の絶縁診断メニューと診断結果
富士電機製作所では、電動機の状態を把握するために、5つの絶縁診断メニューをご用意しております。
絶縁診断① tanδ測定
「tanδ値」は絶縁物の寸法や形状に無関係の誘電体損失の大小を表す指標で、絶縁物の吸湿・乾燥・汚損などの絶縁の性状や劣化の程度を判断します。
絶縁診断② 吸湿試験
実使用場面での雨天時などの状況を想定し、ビニールシートで覆われた区画内に試験品を置き、加湿器などで湿度を100%近くまで上昇させ24時間吸湿、その後自然乾燥による絶縁抵抗値の回復時間により絶縁層の劣化進行度合い判断します。
絶縁診断③ 浸水試験
水槽に水を張り試験品を水に浸け、絶縁劣化が進行している部位を特定します。
絶縁診断④ 温度上昇試験
試験品を代用定格の条件で回転試験を行い、各部で過度な温度上昇の有無を確認します。
絶縁診断⑤ 固有振動測定
車両搭載状態でのモーター周辺部品との共振により部品の破損、お客様の乗り心地悪化などに波及する可能性があるため、モーター回転子単体での固有振動数を測定し許容値であることを確認します。

絶縁診断結果
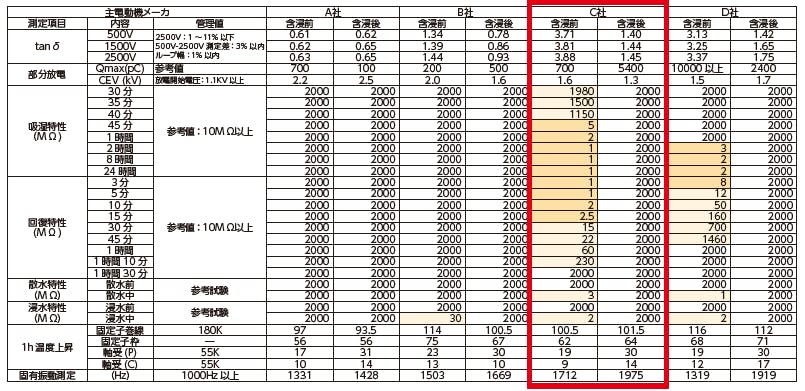
上記表のとおり、絶絶縁診断を実施し劣化傾向が認められた個体に対し含浸工事を実施し、再度絶縁診断を実施すると含浸後の絶縁状態が回復できていることが確認できます。
故障調査や絶縁診断を実施し、お客様がいつまで電動機を使用したいかといったヒアリングを踏まえ、最小限かつ最適な修繕方法を提供することが可能です。
修繕実績
富士電機製作所では、年間で直流電動機の中修・大修工事で約450台、交流電動機の中修・大修工事で約800台の実績があります。(2019年度実績)
東日本旅客鉄道株式会社 様
東海旅客鉄道株式会社 様
西日本旅客鉄道株式会社 様
四国旅客鉄道株式会社 様
九州旅客鉄道株式会社 様
西武鉄道株式会社 様
阪急電鉄株式会社 様
名古屋鉄道株式会社 様
大阪市高速電気軌道株式会社(大阪メトロ) 様
北大阪急行電鉄株式会社 様
など
まとめ
電動機メンテナンスの専門会社の当社は、大手鉄道会社様から地方鉄道会社様まで絶縁診断の実績が豊富です。
お困り事がございましたら、些細なことでも構いませんので、お気軽に当社までご相談ください。








